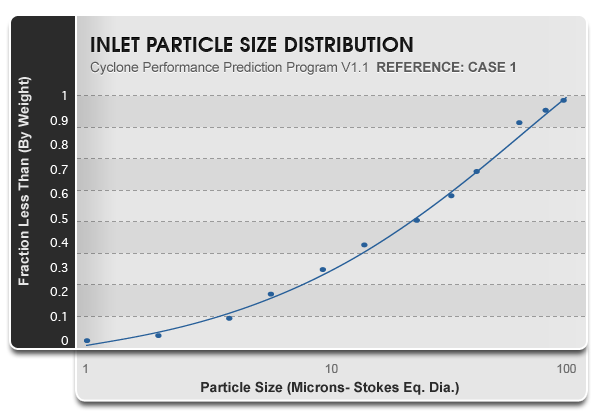
Inertial separators can be utilized to separate substances that have different inertial properties by subjecting the mixture to centripetal acceleration and taking advantage of the different response rates the substances will exhibit. While there are numerous styles of inertial separators, Reverse Flow Cyclones (RFCs) are often called “conventional cyclones” or “high-efficiency cyclones” and are the most common design utilized for the separation of particulate from a gas or fluid flow. (fig1)
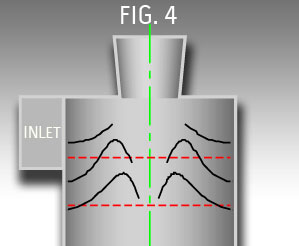
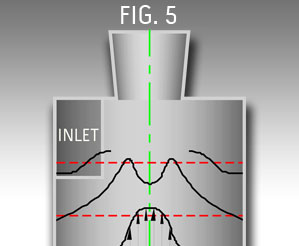
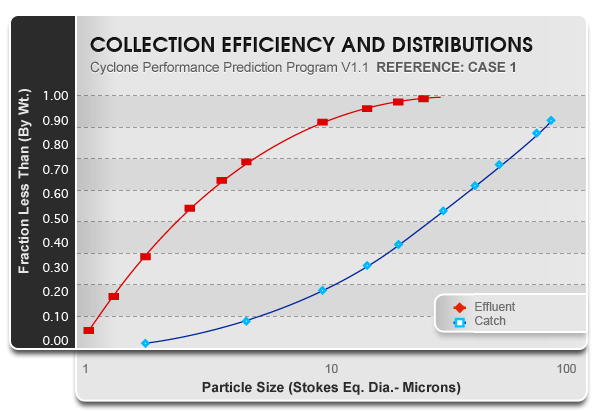
RFCs derived their name from the secondary gas flow pattern within the high-efficiency cyclone. The primary flow pattern is the spin, or rotational flow, caused by the arrangement of the inlet near the top of the device. While the mixture is spinning and the particulate is being centrifuged towards the wall of the device, it must travel first downward along the outside of the vessel then reverse direction and travel upward in the center to exit the gas outlet pipe at the top. This flow pattern is often described as a double vortex consisting of an outer and an inner vortex. In reality though, the flow is a single vortex consisting of a continuous flow stream where the so called outer vortex is pulled within itself from the bottom up. (fig2)